15822930128



更新时间:2025-05-03 18:41:45 ip归属地:怒江,天气:多云,温度:21 浏览次数:53 公司名称:聊城 聚贤丰汇金属材料有限公司(怒江分公司)
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
|---|---|
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |



聚贤丰汇金属材料有限公司(怒江分公司)凭着良好的信用、优良的服务与多家企业建立了长期的合作关系。热诚欢迎各界朋友前来参观、考察、洽谈业务。公司主要生产 型材。数年来,我司始终致力于 型材事业的成长与发展,本着公平、诚信、互利、协助的精神,把每一位客户的重托作为企业生命的一部分,以优良的产品、周到的服务、合理的价格以及强有力的技术支持让每一位客户都能得到满意的结果,并在愉快的合作中享受成功的喜悦;“一切从客户出发,让客户放心”是公司的企业文化核心,我们热忱欢迎社会各界有与我司在商贸、技术、人才、管理等各个方面展开合作、分享和交流,为双方企业的共同发展提供有利的帮助,敬请致电咨询洽谈。


夏季雨水较多Q370R钢板切割工艺及注意事项
大宗商品价格上涨受限,加上时处钢市淡季,考虑到库存偏高厂商操作仍以走货为主,不过鉴于下半年环保限产影响,钢企生产减少,钢厂挺价意愿强,预详情解析,继续往下看……现货市场基本处于空涨状态,加上市场仍处于淡季,且市场库存呈现上涨趋势,下游终端对高价接受有限,预计下周建材市场价格或前跌后震荡运行。淡季情况下,市场库存呈增加趋势,加上近期全国大范围高温多雨影响,呈现供大于求的不利局面,但限产影响下厂家降价意愿有限,多偏强调整,旺季来临的需求良好预期尚存,商家心态坚挺,预计下周带钢或前低后震荡格局。
进口铁矿石市场价格震荡上涨
上周,进口铁矿石市场价格震荡上涨,外盘因成交量有所增加,价格涨幅相对较大,港口现货资源则成交一般,主要是受限产影响,少数钢厂对外销售长协矿,放缓采购节奏。在品种方面,块矿、球团矿溢价总体下降,钢厂开始增加中低品位资源用量,金步巴粉矿、低品位印粉成交有所增加。铁矿石市场整体基本面仍相对偏紧,铁矿石期货盘面仍贴水现货,虽市场有限产预期,但盘面不跌反涨,修复基差,短期铁矿石市场还是以高位震荡运行为主。
夏季雨水较多Q370R钢板切割工艺及注意事项国内冶金焦价格稳中下跌
上周,国内冶金焦价格稳中下跌50元/吨~220元/吨。华北、华东、东北地区钢厂采购价普遍下调120元/吨;中南地区随行就市调整的多数钢厂采购价跟降120元/吨;云南主导钢厂将采购强二级焦调整为采购83焦,且已通知焦企下半月采购价下调220元/吨,其他半月度定价钢厂预计将采购价下调120元/吨。目前,除宁夏、内蒙古部分焦企化工焦、高硫焦、二级焦有部分库存,其他多数焦企均无库存,加上炼焦煤价格高位,焦企成本较高,部分焦企暂不接受降价。业内人士预计近期冶金焦市场继续偏弱运行。
国内炼焦煤价格涨跌互现
上周,国内炼焦煤市场价格涨跌互现,部分区域供应仍显紧张。山西部分煤矿上周三、周四招标,价格较起拍价上涨。内蒙古炼焦煤价格以稳定为主,少数价格上涨50元/吨。进口蒙煤口岸原煤报价稳定。目前,少部分煤矿复产后仍未达到满产水平,炼焦煤供应偏紧局面仍未改变。随着钢厂限产消息传来,焦炭价格下跌,炼焦煤再涨价也有难度,预计近期国内炼焦煤市场高位运行,局部地区仍会出现涨跌互现情况。
夏季雨水较多Q370R钢板切割工艺及注意事项铁合金价格以上涨为主
上周,铁合金市场价格以上涨为主。在普通合金方面,硅铁价格稳定,硅锰价格止跌反弹,高碳铬铁价格继续上涨;在特种合金方面,钒系合金价格稳定,钼铁价格小幅上涨。具体来看:
硅铁现货市场价格稳定。市场流通资源不多,各主产区硅铁企业以交付钢厂订单为主,等待宁夏地区下半年限产细则出台,短期内硅铁市场稳中偏强运行。硅锰市场价格先跌后涨,整体小幅上涨50元/吨。上周,内蒙古电力缺口加剧、限电频繁,吉铁铁合金等企业相继发函表示若近期限产力度不减,7月份只能完成计划产量的40%~60%。宁夏回族自治区专项督察组入驻;云南地区部分硅锰企业限产50%。南北地区限产力度加大,市场整体看涨氛围浓,短期内硅锰市场偏强运行。高碳铬铁价格上涨,供应缺口扩大,市场现货资源难寻,短期内市场将偏强运行。
国内钒系合金市场平稳运行,原料片钒价格下跌,多数生产厂家暂不报价,钒系合金市场成交清淡,贸易商观望心态加重,预计近期市场以稳为主。国内钼市价格小幅上涨,钢厂招标较为活跃,散货市场询盘采购增多,报价稳步上升,预计近期钼市稳中偏强运行。



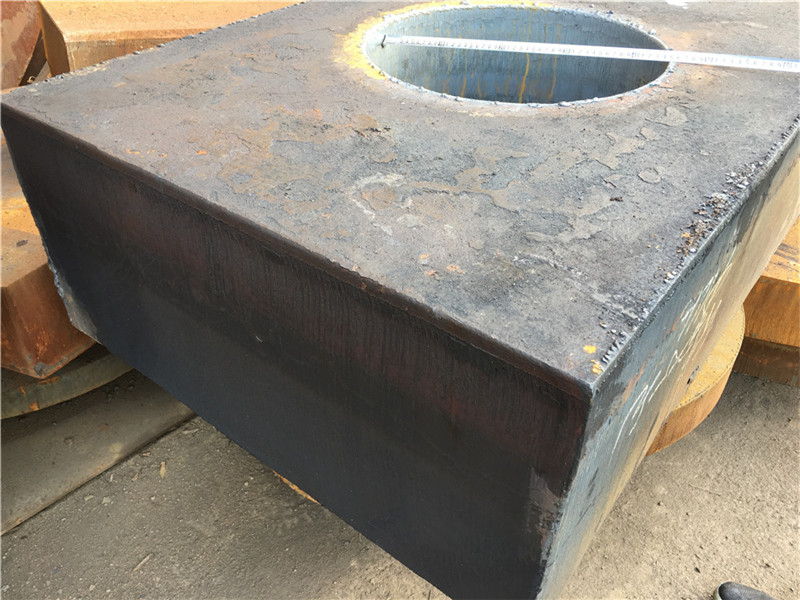
数控火焰切割对16MNR钢板切割厚度580mm加工成本
随着当今高新技术的快速发展趋势,现在的钢板切割技术越来越成熟,切割速度快,性价比高的切割机设备已经应用于公司,其中便携式火焰切割机也受到关注,关于火焰切割你知道多少?
1、数控火焰分割对于碳板,合金钢板,不锈钢板、铝、铜等金属,火焰不能分割。薄切割厚度在200MM以内,配合特殊切割口的小切割达到350MM,除此之外,火焰切割发热量的收敛性,对500mm进行材料切割变形的小问题。
2、数控车床火苗钢板切割速度间接冲击性切割全过程的可靠性和切割横截面质量,故意降低切割速度,提高生产率和应用速度,提高横截面质量是不可能的,可以降低横截面质量。
3、仔细观察炉渣从创口喷出的特性,可以改变适度的切割速度。在平稳的火焰切割切割全过程中,切割氧流非常平行面的火炬稍后的视角,其组合的偏移称为后拖量。速度那么高的情况下,今后有支撑量,产品工件上切断出口的火向切断方向偏移。
4、数控车床钢板切割功能切割各种形状的零件,数控车床切割机在供给阶段的运用,不仅集中体现了切割机械设备和分散供给的优点,大幅度提高了板材的使用率,切割质量和生产率也发生了明显的变化。
5、数控车床钢板切割在其切割应用领域相对数控车床低温等离子切割机相当小,但多馀的热轧钢切割材料,火焰切割具有较好的切割质量和较高的加工成本。
数控火焰切割对16MNR钢板切割厚度580mm加工成本
火焰钢板切割的适用范围很强,但切割时建议根据原材料的薄度选择合适的切割口型号规格,达到优良的切割效果。
万事具备才可以让下面的事儿越来越容易,钢板加工下料以前也应当搞好一些提前准备工作,可是有些人在开展过程中,针对实际的一些提前准备层面的事,做的并不是十分的适当,乃至没有很健全,因此才会危害到后面的结果。大家在开展下料的过程中,究竟要怎样来搞好相对的提前准备?
在开展钢板加工下料以前,大家要恰当的掌握本身需要的规格型号。不一样的地区,在全部下料的情况下,实际的要求会有一定的区别,可以恰当的去掌握清晰,而且了解自身的要求在哪儿,随后在这个基本上开展下料的工作,那么全部事情才会越来越成功,因此每一个人在开展工作以前,都应当恰当的了解。
除开要提早明确本身的规格型号以外,16MnR钢板加工下料也要准备好相对的专用工具。终究在全部下料的过程中,我们不可以根据手动式的方法来开展激光切割,需要有专用工具来应用,因而大家要搞好这种层面的准备工作,随后才可以更为成功的进行相对工作。
如果你要想开展钢板加工下料的情况下,提早掌握对标准层面的要求,一样在做的过程中也应当有相对的设备。在我们能够把这两个层面的事都做得很好,而且完成了全部下料的过程,那样来说才会出现大量的确保。假如可以真实的搞好了这种层面的事项,恰当的去充分准备,那么在做事情的过程中才会越来越有确保。


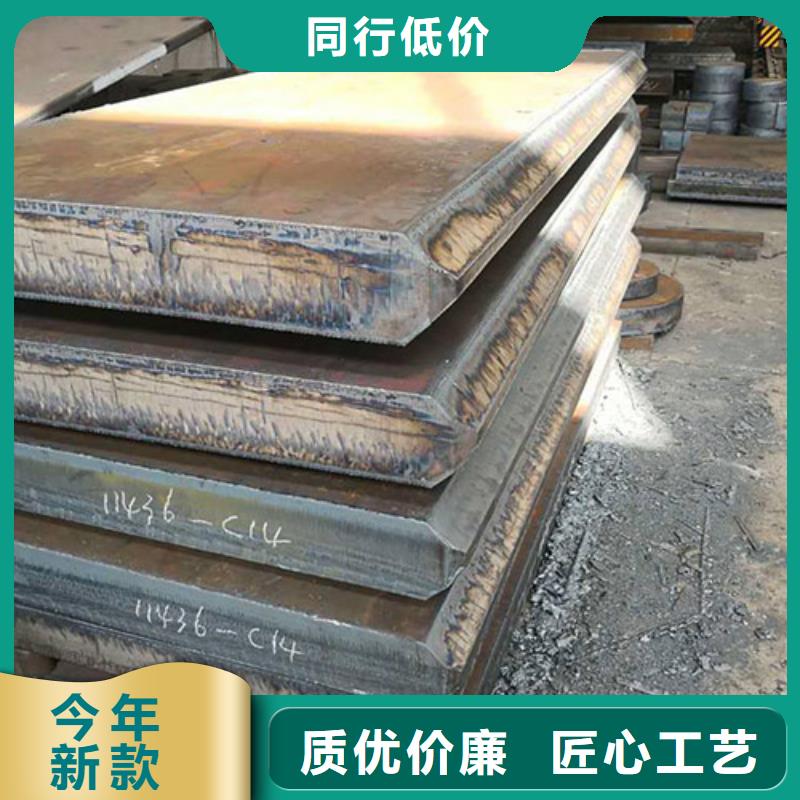
9Cr2MoV合金钢板用什么方式切割比较合适
并不是等离子切割比火焰切割更先进,而是等离子切割可以利用普通大众的切割需求。特别适用于钣金切割。其实也是数控切割机,火焰的切割精度比等离子的要高,因为火焰切割没有沟槽的问题。但是火焰切割不能切割有色金属,如上所述,火焰切割不能切割过薄的钢板。所以理论上等离子体只能切割厚度小于50mm的钢板
对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺适合您的应用。
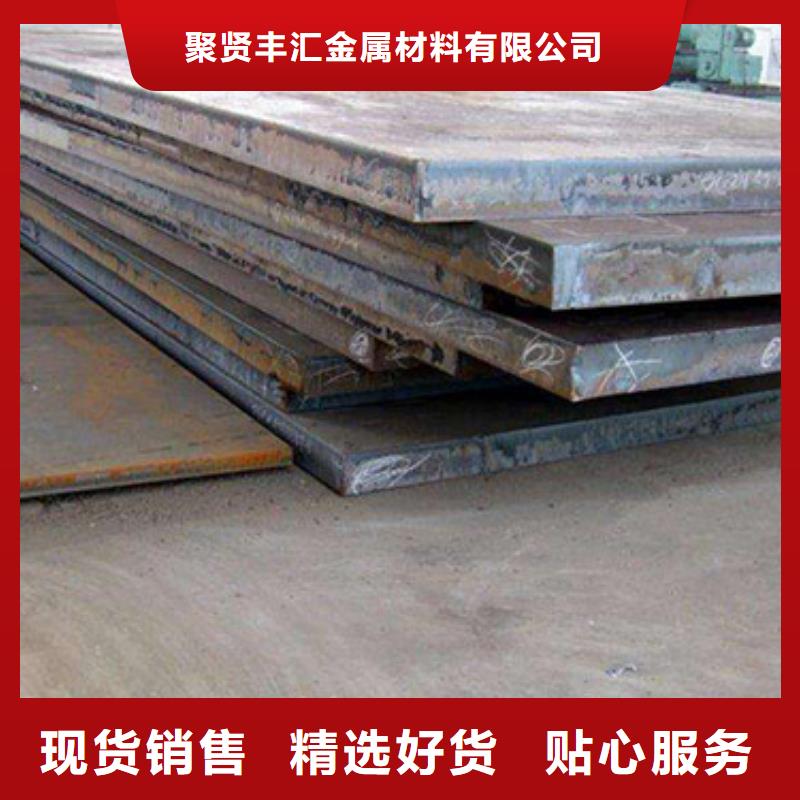
9Cr2MOV钢板氧气切割
氧气炬或火焰切割是迄今为止用于中碳钢的古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
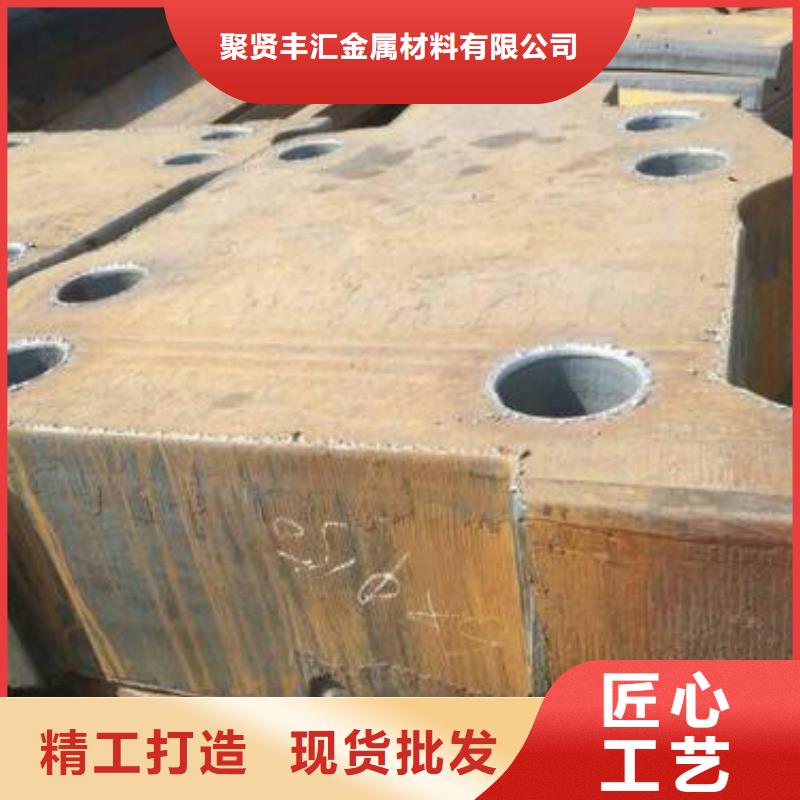
9Cr2MOV合金钢板等离子切割异形件
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。


